






















Alle producten
-
 DavidGoed bedrijf met de aardige dienst en hoog - kwaliteit en hoge reputatie. Één van onze betrouwbare leverancier, goederen is geleverd in time en aardig pakket.
DavidGoed bedrijf met de aardige dienst en hoog - kwaliteit en hoge reputatie. Één van onze betrouwbare leverancier, goederen is geleverd in time en aardig pakket. -
 John MorrisMateriële deskundigen, strenge verwerking, geschikte ontdekking van problemen in ontwerptekeningen en communicatie met ons, de nadenkende dienst, redelijke prijs en goede kwaliteit, geloof ik wij meer samenwerking zullen hebben.
John MorrisMateriële deskundigen, strenge verwerking, geschikte ontdekking van problemen in ontwerptekeningen en communicatie met ons, de nadenkende dienst, redelijke prijs en goede kwaliteit, geloof ik wij meer samenwerking zullen hebben. -
 JorgeDank u voor uw goede naverkoopdienst. De uitstekende deskundigheid en de technische ondersteuning hielpen me een.
JorgeDank u voor uw goede naverkoopdienst. De uitstekende deskundigheid en de technische ondersteuning hielpen me een. -
 Petradoor zeer goede mededeling alle opgeloste problemen, tevreden met mijn aankoop
Petradoor zeer goede mededeling alle opgeloste problemen, tevreden met mijn aankoop -
 Adrian HayterDe gekochte goederen dit keer zijn zeer tevreden, is de kwaliteit zeer goed, en de oppervlaktebehandeling is zeer goed. Ik geloof wij tot de volgende orde spoedig opdracht zullen geven.
Adrian HayterDe gekochte goederen dit keer zijn zeer tevreden, is de kwaliteit zeer goed, en de oppervlaktebehandeling is zeer goed. Ik geloof wij tot de volgende orde spoedig opdracht zullen geven.
Van de Legerings Hoogste Hoofd Materieel Tzm van het perforatietzm Molybdeen het Metaal Hoogste Hoofd


Productdetails
| naam | TZM-Molybdeen Hoogste Hoofd voor Perforatie | Materiaal | Molybdeen legering |
|---|---|---|---|
| Rang | TZM | Diameter | 20~150mm |
| Oppervlakte | Heldere, Alkalische was | Dichtheid | ≥9.4g/cm3 |
| MOQ | 1pc | De uitvoerhaven | Om het even welke haven in China |
| Markeren | De Legering van het perforatietzm Molybdeen,TZM-het Hoofd van de Molybdeenlegering,tzm materiaal |
||
Productomschrijving
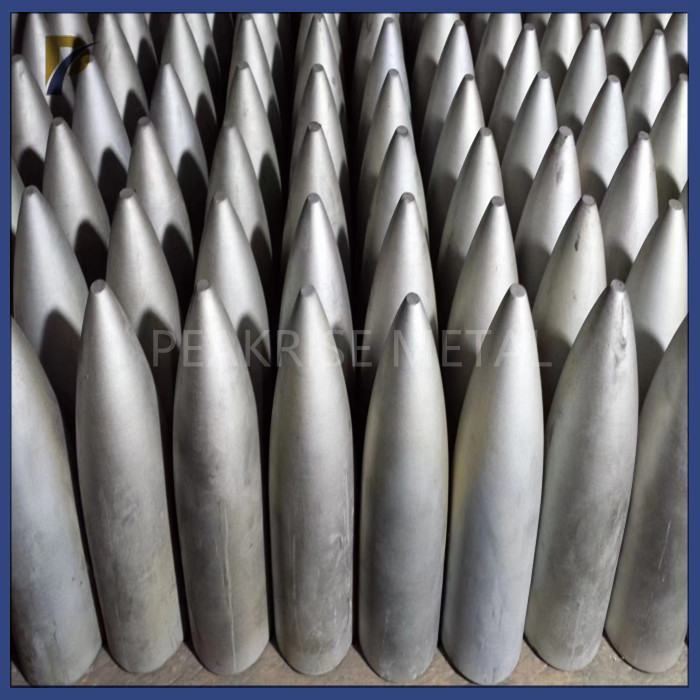
TZM-Molybdeen Hoogste Hoofd voor Perforatie
1. TZM-Molybdeen Hoogste Hoofd voor Perforatiespecificaties:
TZM-is het molybdeen dat hoogste hoofd een molybdeenlegering van het zirconiumlegering van het molybdeentitanium wordt gemaakt voor de productie van naadloos de doornhoofd van de staalpijp. De stop van de molybdeenlegering wordt van molybdeenpoeder FMo-1 tot grondstof gemaakt met zeldzame aardemateriaal wordt toegevoegd, en door zich zich het mengen, het vormen, vormverwerking, sinterende en andere processen op hoge temperatuur verwerkt die. Het definitieve punt heeft een dichtheid van 9.4g/cm3.
![]()
![]()
2. TZM-Molybdeen Hoogste Hoofd voor het materiaal van de Perforatieproductie:
Het koude isostatic drukken
Het TZM-molybdeen hoogste hoofd dat de vereistenbovenkant - neer op het materiële kader of de tribune rechtop op het dienblad voor het drukken ontmoet. Het drukken verzendt en blijft stilstaan tijd heeft geen effect op het kleine molybdeen hoogste hoofd. Voor het grote hoogste hoofd van het groottetzm molybdeen, kan het samenpersen met hogere dichtheid worden verkregen door de dringende snelheid te vertragen en verlengen blijft stilstaan tijd. De reden voor dit is dat het misvormingsproces van de streek van het deeltjescontact vollediger en grondig tijdens de drukopeenhoping wordt uitgevoerd. In het algemeen, zou de snelheid van de drukhulp langzaam moeten zijn.
Nochtans, hangt het ook van de grootte van groene compact af, en de graad van invloed is ook verschillend, omdat wanneer de druk plotseling wordt vrijgegeven, de samengeperste hoge druklucht in het groene compacte hiaat zich plotseling uitbreidt, wat gemakkelijk is om de stop te barsten, en de elastische nawerking bevordert verder de stop. van breuk. Het verlengen van de holdingstijd kan het hoge drukgas in de overeenkomst maken verdwijnen. Volgens de bovengenoemde regels, besluit men dat de vormende druk over het algemeen boven MPa is 180 en de tijd van de drukholding is boven 6 min. Bijvoorbeeld, zouden de oppervlakte van de spatie met een inkrimpingstarief van 20% aan 25% op de diameter en de asoppervlakte van de gedrukte spatie een vlotte boog, geen poriën, geen randen, geen barsten, en een dichtheid van 5,5 tot 6,8 g/cm3 moeten hebben.
Het draaien
Klem de spatie op de CNC draaibank vast en voer het draaiende programma van de gewenste vorm in.
Het sinteren
Het het sinteren proces in het voorbereidingsproces van TZM-molybdeen hoogste hoofd is zeer verschillend van andere molybdeenproducten. Het molybdeen hoogste hoofd heeft een hoge het verwarmen temperatuur en een lange productiecyclus (minstens 25 h voor oven van de waterstof de middenfrequentie en 31 h voor vacuüm middenfrequentieoven). Tijdens het het verwarmen procédé van de middenfrequentieoven, bij ongeveer 600~1 die 000 ℃, makt een deel van O, N, c-onzuiverheden in de korrelgrens worden verdeeld van de spatie vluchtig; bij ongeveer 1 200 ℃, de puntonzuiverheden met een laag smeltpunt K, Na, Ca, enz. mak vluchtig; bij 1 Ni van 600 ℃ Hoge smeltpuntonzuiverheden, Mg, Al, maken enz., zodat kiezen een aangewezen het verwarmen tijd vluchtig de onzuiverheden volledig om vluchtig te maken.
De holdingstijd hangt over het algemeen van de het sinteren temperatuur af. Hoger de het sinteren temperatuur, korter de holdingstijd; lager de het sinteren temperatuur, langer de holdingstijd. Op deze wijze, heeft het poeder voldoende tijd en energie om zijn densificationproces te voltooien. Als de holdingstijd te lang is, zullen de korrels teveel kweken en zullen zijn kwaliteit verminderen; als de holdingstijd te kort is, zal het poeder geen tijd densify, d.w.z. hebben, „onder-brandend“, en de kwaliteit kan niet worden gewaarborgd.
Als de sinterende atmosfeer H2 is, zou genoeg aandacht aan de waterdamp in H2 moeten worden besteed. Bij op hoge temperatuur, zullen de waterdamp en C in de stop chemisch reageren om Co en Co2 te produceren, dat de stop zullen ontkolen en de sterkte zullen verminderen wanneer H2 van het lichaam wordt uitgesloten. en hardheid. Na het sinteren wordt het proces weg voltooid, macht, draai van de vlam, en koel neer aan hieronder 60 °C om de oppervlakte van het afgewerkte product wegens vroege versie worden geoxydeerd te verhinderen.
TZM-heeft het molybdeen hoogste hoofd uitstekende prestaties, heeft het materiaal goede sterkte en slijtageweerstand op hoge temperatuur, goede warmtegeleidingsvermogen en weerstand tegen schok en hitte. Het kan de productie van de perforatie van de staalpijp in de ruwe omstandigheden ontmoeten, en heeft een brede waaier van toepasselijkheid in de perforatietechnologie van naadloze staalpijpen.
3. Het gebruiksleven van TZM-Molybdeen Hoogste Hoofd voor Perforatie:
Het leven van het molybdeen hoogste hoofd hangt hoofdzakelijk van de lengte van de doordringende kegel en zijn ontwerp van de profielkromme af, omdat dit de distributiewet van misvorming bepaalt. De lengte van de doordringende kegel hangt volledig van de daadwerkelijke lengte van de misvormingsstreek af, d.w.z., het hoofdzakelijk afhangt van de totale diametervermindering van de staaf; bovendien hebben de kegelhoek van de broodjesoppervlakte en de voerhoek ook een significante invloed. Van de totale lengte van de misvormingsstreek, zijn de minimumdielengte van de diametervermindering alvorens de stop door secundaire te slepen wordt vereist en de noodzakelijke lengte van de eenvormige muurkegel en de capillaire maatcirkel worden afgetrokken, en het resterende deel de ontwerplengte van de doordringende en rollende kegel.
Wilt u meer over onze producten kennen?
![]()
![]()
Geadviseerde Producten
-
VIDEO
 VIDEO
VIDEO -